10976
G-code Axis Spindle Setup
Steps to setup a g-code axis spindle:
In HiCON plugin menu (Config --> Config Plugins --> M3HiCON Config), select the spindle axis and set the spindle type to "Gcode Axis":
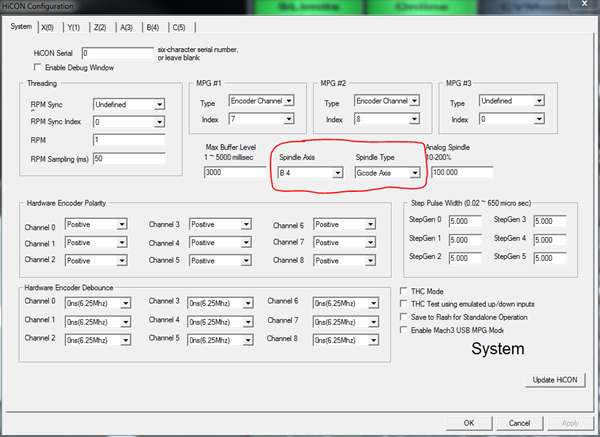
Press [OK] to save changes.
Next, setup the axis and spindle calibration in motor tuning (Config --> Motor Tuning). For the axis tuning, steps are per degree and velocity would be degree per minute. For spindle, step are per revolution and velocity is revolutions per minute.
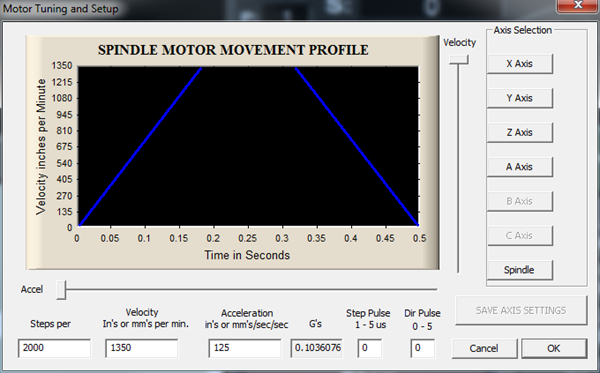
Click [Save Axis Settings] after making changes to either axis or spindle tuning.
Also setup spindle pulleys:
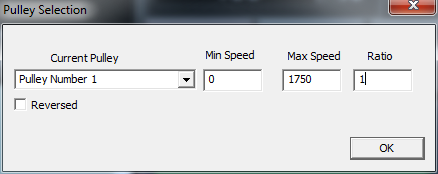
This is the spindle rpm. If you commandM3 S1750, the motor will run 3000rpm, or the max velocity defined in motor tuning.
***Note:
If the spindle speed is not changing correctly, deletelinearity.datout of your current profile's macro folder.